
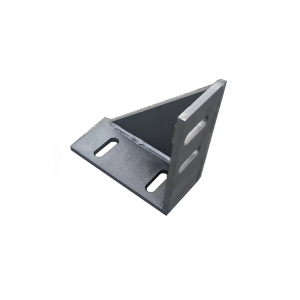
Индивидуально изготовленный высококачественный Т-образный зажим направляющей для лифта

Описание
| Тип продукта | индивидуальный продукт | |||||||||||
| Комплексное обслуживание | Разработка и проектирование пресс-форм — предоставление образцов — серийное производство — контроль — обработка поверхности — упаковка — доставка. | |||||||||||
| Процесс | штамповка, гибка, глубокая вытяжка, изготовление листового металла, сварка, лазерная резка и т. д. | |||||||||||
| Материалы | углеродистая сталь, нержавеющая сталь, алюминий, медь, оцинкованная сталь и т. д. | |||||||||||
| Размеры | по чертежам или образцам заказчика. | |||||||||||
| Заканчивать | Окраска распылением, гальванопокрытие, горячее цинкование, порошковое покрытие, электрофорез, анодирование, чернение и т. д. | |||||||||||
| Область применения | Автозапчасти, запчасти для сельскохозяйственной техники, запчасти для инженерной техники, запчасти для строительной техники, садовые принадлежности, запчасти для экологически чистых машин, запчасти для кораблей, запчасти для авиации, трубная арматура, запчасти для инструментов, запчасти для игрушек, электронные запчасти и т. д. | |||||||||||
Почему стоит выбрать Синьчжэ?
Обращаясь в компанию Xinzhe, вы получите дело от квалифицированного специалиста по штамповке металла. Мы работаем с клиентами по всему миру и специализируемся на штамповке металла уже почти десять лет. Наши специалисты по пресс-формам и инженеры-конструкторы — опытные профессионалы, преданные своему делу.
В чём секрет наших достижений? Ответ можно выразить двумя словами: обеспечение качества и требования. Для нас каждый проект уникален. Он основан на вашем видении, и наш долг — реализовать эту цель. Для этого мы стремимся понять каждый аспект вашего проекта.
Мы приступим к реализации вашей идеи сразу же, как только её услышим. Процесс включает несколько контрольных точек. Это позволяет нам гарантировать, что готовый продукт полностью соответствует вашим потребностям.
В настоящее время наша команда специализируется на следующих категориях услуг по штамповке металла на заказ:
Поэтапная штамповка как для малых, так и для больших тиражей.
Вторичная штамповка небольшими партиями.
постукиванием внутри формы.
вторичная или сборочная вкладка.
как механическая обработка, так и формовка.
Управление качеством




Прибор для измерения твердости по Виккерсу.
Прибор для измерения профиля.
Прибор спектрограф.
Трехкоординатный прибор.
Фото отгрузки




Производственный процесс




01. Проектирование пресс-формы
02. Обработка пресс-форм
03. Обработка проволочной резкой
04. Термическая обработка пресс-формы




05. Сборка пресс-формы
06. Отладка пресс-формы
07. Удаление заусенцев
08. гальваника


09. Тестирование продукта
10. Упаковка
Преимущество
Штамповка подходит для массового производства сложных деталей. В частности, она обеспечивает:
• Сложные формы, такие как контуры
• Большие объемы (от тысяч до миллионов деталей в год)
• Такие процессы, как тонкая вырубка, позволяют формовать толстые металлические листы.
• Низкие цены за штуку
Процесс гальванизации
Процесс гальванизации включает несколько этапов, обеспечивающих ожидаемое качество и эксплуатационные характеристики конечного покрытия. Ниже представлена основная последовательность процесса гальванизации:
1. Подвешивание: закрепите детали, подлежащие гальванизации, на токопроводящем инструменте, чтобы сформировать замкнутый контур с источником питания для подготовки к процессу гальванизации.
2. Обезжиривание и расконсервация: Очистите поверхность деталей и удалите загрязнения, такие как смазка, пыль и т. д. Эти загрязнения повлияют на последующий эффект гальванизации и внешний вид поверхности детали.
3. Промывка водой: удаление химических веществ и загрязнений, оставшихся на поверхности деталей в процессе обезжиривания и удаления масла.
4. Активация травлением: благодаря коррозионному воздействию кислотного раствора оксидная окалина и ржавчина на поверхности металла удаляются, обеспечивая чистоту и активность поверхности деталей, а также создавая хорошую основу для гальванопокрытия.
5. Гальванопокрытие: В гальванической ванне детали служат катодами и погружаются в гальванический раствор вместе с анодом (покрываемым металлом). После подачи напряжения ионы металла покрытия восстанавливаются на поверхности детали, образуя необходимое металлическое покрытие.
6. Последующая обработка: при необходимости выполните последующую обработку, например пассивацию, герметизацию и т. д., чтобы улучшить эксплуатационные характеристики и внешний вид покрытия.
7. Промывка водой: удаление гальванического раствора и загрязнений, оставшихся на поверхности деталей в процессе гальванизации.
8. Сушка: Высушите детали, чтобы на их поверхности не осталось влаги.
9. Подвешивание и проверка упаковки: извлеките детали из токопроводящих инструментов, проведите проверку качества и упаковку, чтобы гарантировать качество покрытия и соответствие требованиям заказчика.
В процессе гальванического осаждения также необходимо уделять внимание стандартизированным операциям, таким как контроль плотности тока, периодическое изменение направления тока, контроль температуры гальванического раствора и его перемешивание, для обеспечения равномерности, ровности и блеска покрытия. Кроме того, в зависимости от конкретных требований и типа материала, могут быть выполнены специальные обработки, такие как предварительное осаждение и никелирование основания, для улучшения адгезии и коррозионной стойкости покрытия.
Категории продуктов
-
Индивидуальная оцинкованная штампованная сварочная па...
-

Индивидуально изготовленные аксессуары для направляющих лифтов...
-

Руководство по подъему лифта высочайшего качества от китайского завода...
-

Оцинкованные штампованные и гибочные подъемники по индивидуальному заказу...
-

Индивидуально разработанный кронштейн направляющей лифта нового дизайна...
-

Индивидуально изготовленный специальный направляющий кронштейн подъемника ...